Определение системы координат и инструкции по установке
Определение системы координат
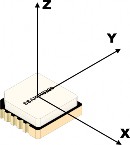
Определение системы координат показано на рисунке. Поворот вокруг оси Х соответствует крену, вокруг оси Y соответствует тангажу, вокруг оси Z соответствует рысканию. Правило правой руки: указательный палец указывает в направлении оси вращения, при повороте в положительном направлении угол увеличивается.
Рекомендации по установке
Датчик ориентации содержит компоненты MEMS, которые чувствительны к напряжениям. Для снижения воздействия напряжений следует соблюдать следующие принципы при разработке платы и корпуса:
- Избегать расположения компонентов, оказывающих механическое воздействие на плату вокруг датчика, таких как кнопки, разъемы и т. д.
- Избегать размещения модуля рядом с источниками тепла.
- Избегать воздействия вибраций на модуль, например, от динамиков, сигнализаций и т. д.
Рекомендации по пайке. Припой
Настоятельно рекомендуется использовать бессвинцовый неочищаемый припой, поскольку он не требует очистки после завершения пайки.
Пайка оплавлением
Настоятельно рекомендуется использовать сварочную печь конвекционного типа. Печи конвекционного типа позволяют точно контролировать температуру нагрева и равномерность нагрева.
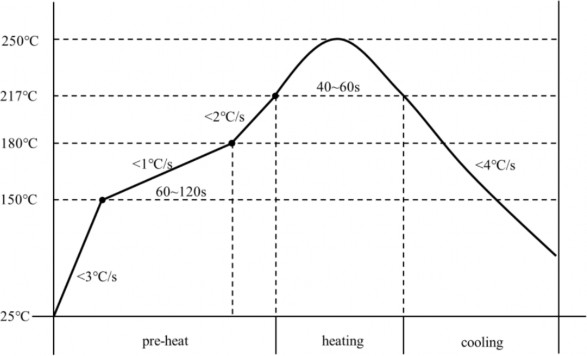
Предварительный нагрев
Процесс предварительного нагрева удаляет избыточную влагу с поверхности устройства. Следует отметить, что этот процесс предварительного нагрева не заменяет процесс расплавления. Соответствующие параметры приведены ниже:
- Скорость повышения температуры: <3°C/с.
- Время нагрева: 60-120 с.
- Температура конца: 150-200°C. Рекомендуется 180°C.
Нагрев (переход в жидкую фазу)
После предварительного нагрева температуру необходимо поднять выше температуры жидкой фазы (217°C) со следующими параметрами:
- Скорость повышения/понижения температуры: <2°C/с.
- Температура жидкой фазы (217°C) Время превышения предела: 40-60 с.
- Пиковая температура: 250°C.
Остывание
После процесса пайки требуется охлаждение для снятия механических напряжений, которые могут существовать в изделии, и для сохранения превосходной формы паяного соединения. Скорость падения температуры: <4°C/с.
Визуальный осмотр
После пайки модуля ИМ-15К рекомендуется осмотреть изделие, чтобы убедиться, что:
- Модуль выровнен по площадкам и находится в центре площадок.
- Все площадки припаяны правильно.
- Нет ли остатков припоя между соседними площадками или смежными площадками и нет ли остатков припоя на межслойных отверстиях.
Очистка
Рекомендуется использовать бессвинцовый припой, исключающий необходимость очистки изделия после пайки. Обратите внимание, что ультразвуковая очистка приведет к необратимому повреждению изделия, особенно осцилляторов и микросхем MEMS, встроенных в изделие.
Повторная пайка оплавлением
Рекомендуется выполнять только один проход. В тех случаях, когда на обеих сторонах платы расположены устройства, которые необходимо дважды обжечь, модуль должен быть рассчитан на размещение на той стороне платы, которая была обжечена последней.
Ручная пайка
Допускается ручная пайка. Используя паяльник, настроенный на 350°C, точно установите модуль на площадки, начиная с диагональной пайки, например, контактов 1 и 10, а затем припаивая остальные контакты по часовой стрелке.
Вторичная сварка
Модуль ИМ-15К можно снять с платы с помощью тепловой пушки. Рабочая температура пистолета горячего воздуха не должна превышать 350°C, а время работы при пиковой температуре не должно превышать 10 секунд. После демонтажа необходимо очистить остатки припоя на площадках.
Температурный профиль пайки